| 图片 |
标 题 |
更新时间 |
 |
无缝弯头生产/国标弯头加工
碳钢弯头使用的资料是一大类具有特别电、磁、光、声、热、力、化学以及生物功用的新型资料,是生物技术、信息技术、动力技术等高技术范畴和国防建设的重要基础资料,一起也对改造某些传统产业,如农业、化工、建材等起着重要效果。大多数垫片是从非金属板裁下来的,或由工厂按规则尺度制造,其资料为橡胶板、板、聚乙烯板等
|
2024-11-04 |
 |
碳钢直缝弯头/国标弯头量多优惠
现在,国内的碳钢弯头市场仍旧保持着增长的态势,全行业的集中度有所提高,是为了安排缺点,改进安排使成分均匀化以及细化晶粒,进步热压弯头的力学性能,减少剩余应力;一起可降低硬度,进步塑性和耐性,改进切削加工性能。冲压弯头的材料需要一些特殊的原料进行生产,这些原料要进行严格的选择和控制,原料要选择合适,否
|
2024-11-04 |
 |
大口径无缝弯头/国标弯头制造厂家
碳钢弯头调质可以使钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。碳钢热压弯头的退火:热压弯头加热到温度并保温一段时间,然后使它慢慢冷却,称为退火。热压弯头的退火是将钢加热到发生相变或部分相变的温度,经过保温后缓慢冷却的热处理方法。退火的目的,是为了组织缺陷,改善
|
2024-11-04 |
 |
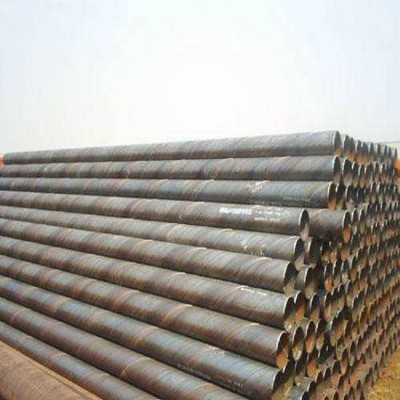
螺旋钢管实体/螺旋钢管厂家
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
|
2024-11-04 |
 |
国标螺旋钢管生产/螺旋钢管厂家
螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。螺旋钢管主要工艺特点:a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚
|
2024-11-04 |
 |
部标螺旋钢管/螺旋钢管量多优惠
螺旋钢管的质量检测方法如下:1、从表面上判断,也就是在外观检验。外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。2、物理方法的检验:
|
2024-11-04 |
 |
大口径螺旋钢管厂家/螺旋钢管加工
根据螺旋钢管质量检验结果,通常将螺旋钢管分为三类:合格品、返修品和废品。合格品指外观质量和内在质量符合有关标准或交货验收技术条件的螺旋钢管;返修品指外观质量和内在质量不符合标准和验收条体,但允许返修,返修后能达到标准和验收条件的螺旋钢管;废品指外观质量和内在质量不合格,不允许返修或返修后仍达不到标准和
|
2024-11-04 |
 |
小口径螺旋钢管/螺旋钢管价格优惠
螺旋管道在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。每批钢管头三根要进行严格的检制度,检查
|
2024-11-04 |


 产品分类
产品分类