






1. 核心特点
-
功率:2000W光纤激光器,适合中厚板铝合金焊接(如2-3mm,具体取决于合金类型和工艺)。
-
波长:通常为1064nm(光纤激光),铝合金对此波长吸收率较高,但需注意反射问题。
-
光源类型:光纤激光器(IPG、锐科等品牌常见),光束质量好,效率高。
2. 铝合金焊接难点与解决方案
-
高反射率:铝合金易反射激光,需采用:
-
调制波形(脉冲或连续可调)。
-
倾斜光路设计(减少反射损伤)。
-
清洁表面(去除氧化层,防止气孔)。
-
-
气孔/裂纹:
-
使用高纯氩气/氦气保护。
-
优化参数(如功率、速度、离焦量)。
-
-
热导率高:需较高能量密度,可搭配摆动焊接头改善熔池流动性。
3. 典型应用
-
行业:新能源汽车(电池箱、电机壳体)、航空航天(轻量化部件)、3C电子(薄壁件)。
-
材料:5系(如5052)、6系(如6061)铝合金,2系(如2024)需谨慎(热裂倾向)。
4. 设备选型建议
-
品牌:
-
国际:通快(Trumpf)、IPG、相干(Coherent)。
-
国内:大族激光、正信激光。
-
-
配套:
-
冷却系统:必备(水冷机稳定功率)。
-
焊接头:优选带同轴视觉或摆动功能。
-
夹具:铝合金专用防变形工装。
-
5. 工艺参数参考
-
薄板(1-3mm):
-
功率:1000-1500W,速度:3-8m/min,脉冲频率50-200Hz。
-
-
中厚板(4-6mm):
-
功率:1500-2000W,速度:1-3m/min,需多道焊或填丝。
-
6. 成本与维护
-
价格:国产约10-20万人民币,进口30-40万+(视配置)。
-
耗材:保护镜片、喷嘴需定期更换(铝合金焊接易溅射污染)。
注意事项
-
安全:需配备激光防护房、护目镜(波长专用)。
-
工艺开发:建议先试焊,优化参数(可借助DOE实验设计)。
产品展示:

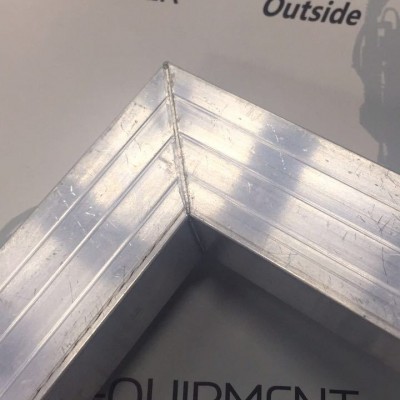
样品展示:





















